

以下是:湖南长沙电解抛光设备厂家指导的产品参数
材质 不锈钢奥氏体马氏体 类型 不锈钢电解抛光 产地 张家港 规格 1200*700*800 品牌 灯鼎科技 型号 DD-805-1000a12v 可定制 是 作用 清洗不锈钢焊点氧化皮毛刺增强抗腐蚀能力 湖南长沙电解抛光设备厂家指导,前海灯鼎实业有限公司为您提供湖南长沙电解抛光设备厂家指导,联系人:楚先生,电话:0527-88266888、17768165506,QQ:858787721,请联系前海灯鼎实业有限公司,发货地:宝安区沙井镇发货到安徽省 巢湖市 。 安徽省,合肥市,巢湖市 巢湖市,安徽省辖县级市,由合肥市代管,位于安徽省中部、江淮丘陵南部,介于合肥、芜湖两市之间,介于东经117°25′—117°58′、北纬31°16′—32°00′之间。东与含山县交界,西北与肥东县接壤,南与无为市毗邻,西南隔兆河与庐江县相对,东北隔滁河与全椒县相望,全市土地总面积2046.14平方千米,其中区域内巢湖水域面积463.78平方千米。截至2022年7月,巢湖市下辖6个街道、12个镇,2022年,巢湖市常住人口73万人。
想要了解湖南长沙电解抛光设备厂家指导产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:湖南长沙电解抛光设备厂家指导的图文介绍
使用方法:
1.根据工件加工状况先去油脱脂(可采用洗洁精+滚筒抛光清洗、白电油、天那水等或用我司“常温中性清洗剂”直接清洗)、机械抛光件先除腊(可采用我司“通用型除腊清洗剂”),冲水确保表面干净
2.建议简单酸洗(可使用2%~10%的硫酸溶液或者2%盐酸+3%硝酸溶液),可视情省略。
3.清水(不可用污水或自然水)冲洗,冲净工件表面酸洗液。
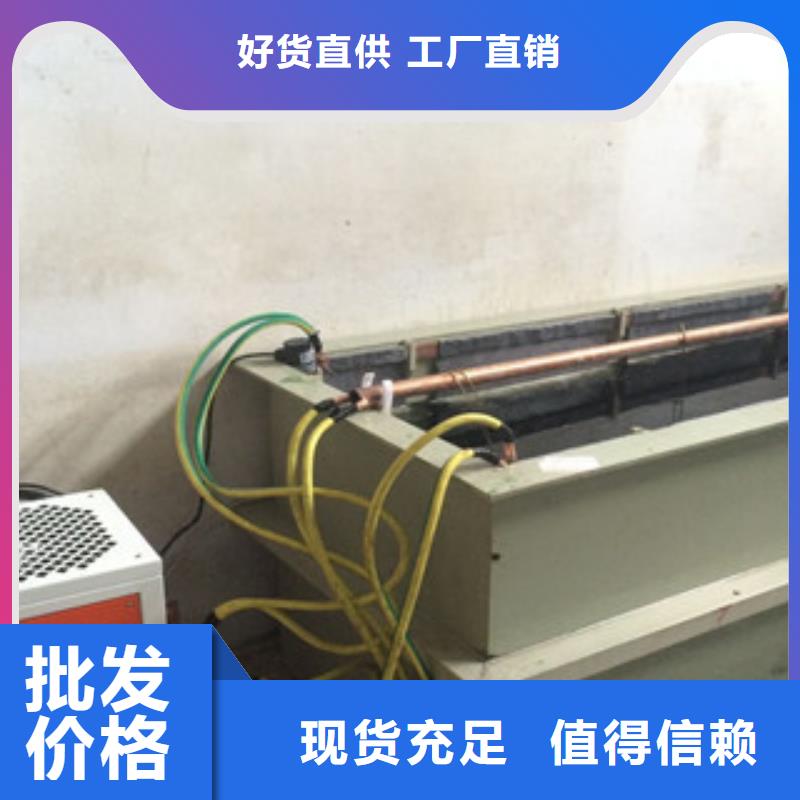
4. 加热电解液至60-70度(不锈钢),70~80度(不锈铁),把铅板或不锈钢板挂在阴极,需电解抛光的工件用适宜的挂具固定在阳极且保持工件与阴极相对,然后调整电压在3~12伏左右,抛光0.5~5分钟取出工件,完成电解抛光工艺。电解抛光液初次使用宜选用较大的电压和电流.以使溶液达到佳状态.至电解液出现绿色,表明已有一定量的镍、铬离子溶入电解液中,抛光效果为佳.
5.漂水冲洗干净.
6.烘干. 烤箱约为15分钟,100度.检验标准是表面无水迹.
7.将废水集中处理,加碱性石灰水或氢氧化钠等中和,使ph值接近7时再排放.对环境无影响.
经过三年的努力与发展,已具备一定的规模与实力,现安徽巢湖前海灯鼎实业有限公司拥有一支精湛的技术团队和完善的生产团队,为您提供从 电解抛光光亮剂研发、生产、销售、售后一体式服务。公司提倡“诚信、团结、敬业、奋斗”的企业精神文化,提供好的 电解抛光光亮剂产品与真诚,好的服务售后服务:我们有专门的售后服务团队,提供售后1年内免费维修服务。
湖南长沙电解抛光设备厂家指导
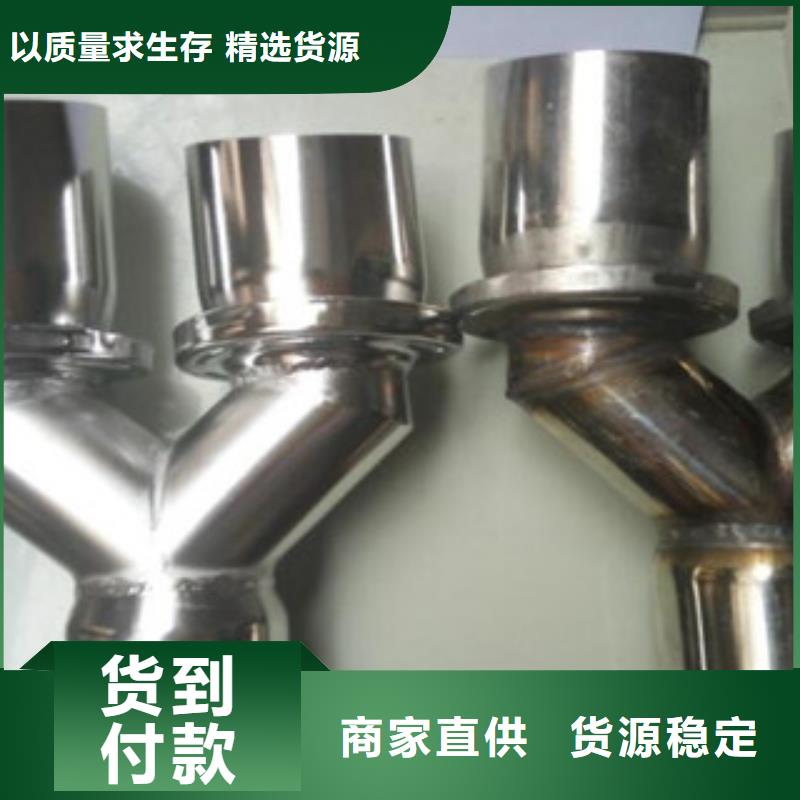
特点:抛光效率高,质量好,数分钟内可抛出高光泽。可以优先溶解掉金属表面的形变层位错,空穴聚积等电位组织,从而等电位表面,使铜及铜合金的耐蚀性能大大,抛光需要调压器整流器电解槽等装置。用法原液使用,温度室温至度,电压-伏,时间几分钟至十几分钟。工艺流程化学除油→热水洗→冷水洗→电解抛光→热水洗→冷水洗→钝化→冷水洗→热水洗→热纯水洗注可根据实际情况,调整部分工艺流程。注意材质不同,工艺条件也不同,须根据实际情况调整。工件在上挂前如果有油、焊班一定要先处理干净,阳极棒要干净,防止不导电。本品有腐蚀性,勿入眼、口,勿触皮肤。如误触,立即用清水冲洗,严重者,按强酸就医;密封阴凉处保存,有效。以上就是小编对不锈钢电解抛光有哪些主要步骤以及不锈钢电解解抛光设备使用有哪些注意事项的全部介绍。
初次使用本品者请详读物质数据MSDS说明,无经验者在专业人士指引下使用· 加热电解液至60-70度,把铅板挂在阴极,需电解抛光的工件用适宜的挂具固定在阳极且保持工件与阴极相对,然后调整电压在2~15伏左右,抛光3~5分钟取出工件,完成电解抛光工艺。电解抛光液初次使用宜选用较大的电压和电流.以使溶液老化.至电解液出现绿色,表明已有一定量的镍、铬离子溶入电解液中,抛光效果为佳。工艺流程 化学除油(脱脂)---漂水---酸洗——漂水——电解抛光——漂水——中和(5%氢氧化钠溶液)----漂水-----晾干或烘干(注:可根据实际情况,调整部分工艺流程。如增加钝化工序)
选购湖南长沙电解抛光设备厂家指导来安徽省巢湖市找前海灯鼎实业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:楚先生-17768165506,{QQ:858787721},地址:[宝安区沙井镇]。











